1 / 5

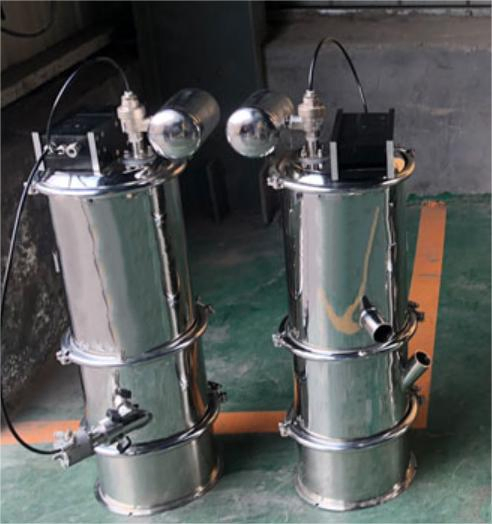
Vacuum Conveyor & Vacuum Feeder
A vacuum conveyor is a revolutionary solution for dust-free closed pipeline conveying equipment, meticulously crafted to transport granular and powdery materials using the power of vacuum suction.
By harnessing the pressure difference between the vacuum and the surrounding environment, it generates a powerful airflow within the conveying pipeline, swiftly transporting powdered substances and ensuring an unsurpassed conveying efficiency.


| Model | XL-14 | XL-33 | XL-56 |
|---|---|---|---|
| Volume (L) | 14 | 33 | 56 |
| Power (W) | 200 | ||
| Air Consumption (L/min) / Pressure (MPa) | 100 / 0.6 | 200 / 0.6 | |
| Interface Type | 2-inch quick connector | 3-inch quick connector | 4-inch quick connector |
| Weight (Kg) | 37 | 40 | 65 |
| Dimensions (Φ×H mm) | Φ400×1000 | Φ400×1250 | Φ650×1350 |

Specializing in designing state-of-the-art material handling automation systems. Our expertise covers dust-free enclosed feeding, sealed conveying, pneumatic systems, and tube chain conveyors. These solutions are widely used in food processing, chemicals, pharmaceuticals, and new energy sectors.