Model NO.XL-14/XL-33/XL-56
StructureConveyor System
MaterialStainless Steel
FeatureFire Resistant
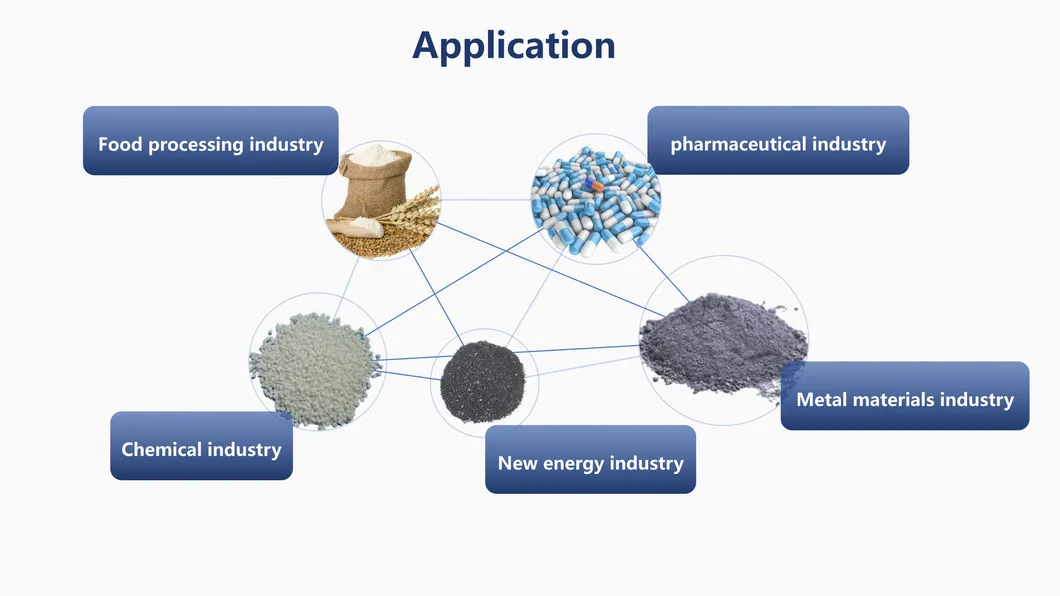
ApplicationChemical, Grain, Mining
CertificationCE, ISO
ConveyingNegative Pressure
ControlButton / PLC
Voltage220V~600V
Package Size170x170x100 cm
Vacuum Conveyor, Vacuum Feeder, Vacuum Suction Machine
A vacuum conveyor is a dust-free, closed-pipeline conveying equipment designed to transport granular and powdery materials through the power of vacuum suction. It generates an airflow within the conveying pipeline by exploiting the pressure differential between the vacuum and the surrounding environment, propelling powdered materials swiftly and efficiently.
We offer vacuum conveying systems with integrated cleaning and sterilization functions, as well as high-precision weighing capabilities to cater to diverse industrial requirements.
?
Frequently Asked Questions
1. What is the primary benefit of using a vacuum conveyor?
It provides a dust-free and enclosed environment for transporting powders and granules, preventing material leakage and contamination.
2. Can this equipment handle flammable or explosive materials?
Yes, the system can be configured to use inert gas for protection, ensuring the safe feeding of hazardous materials.
3. How is the filter cleaned in the vacuum feeder?
The equipment features an independent reverse blowing system that automatically cleans the filter cartridge during operation.
4. Is the system suitable for food and pharmaceutical industries?
Absolutely. Our conveyors support CIP (Clean-in-Place) and SIP (Sterilization-in-Place) functions, meeting strict hygiene standards.
5. What is the measurement accuracy of the weighing components?
When configured with high-precision weighing components, the system can achieve a measurement accuracy of 0.5%.
6. Which industries commonly use this conveying system?
It is widely used in chemical processing, grain transport, mining, pharmaceuticals, and the new energy sector.