1 / 5
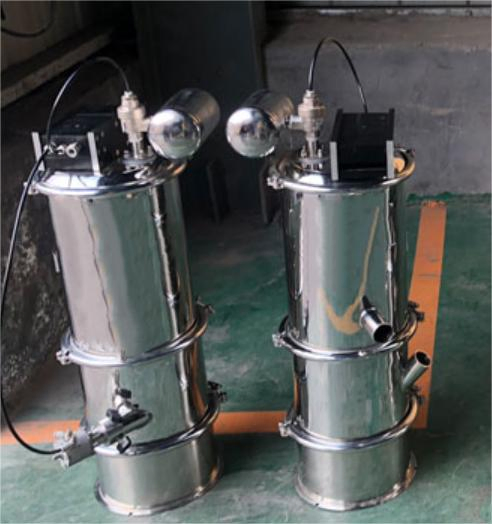
A vacuum conveyor is an advanced dust-free, closed pipeline conveying system designed for the efficient transport of granular and powdery materials using vacuum suction.
It generates a controlled airflow within the conveying pipeline by creating a pressure differential between the vacuum and the ambient environment, facilitating the swift and seamless movement of powdered materials, thereby completing the conveying process with exceptional efficiency.
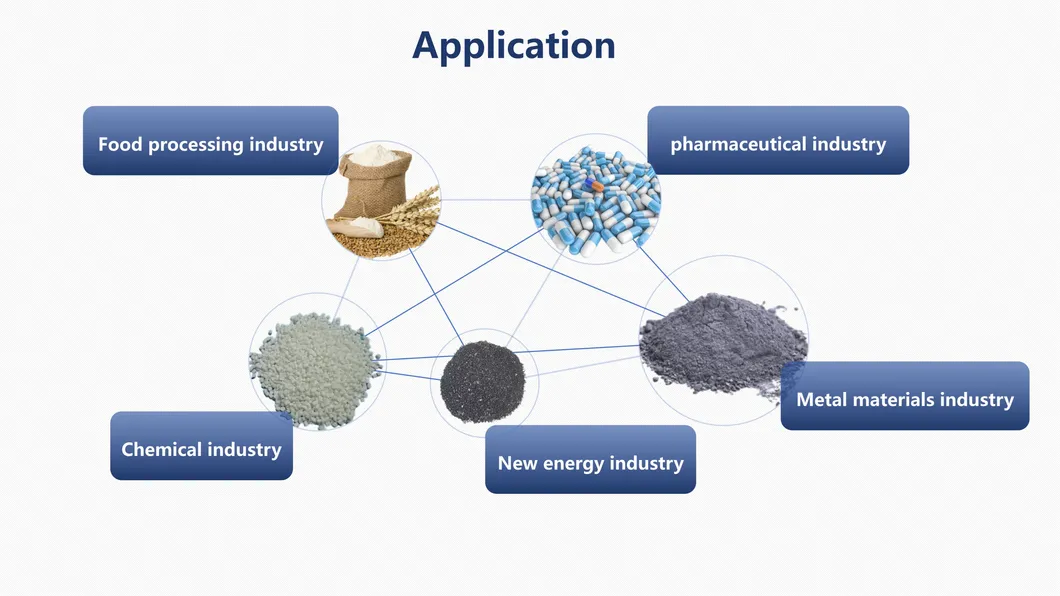
To cater to the specific needs of diverse industries, we offer tailored vacuum conveying systems featuring comprehensive cleaning and sterilization functions, as well as high-precision weighing capabilities, ensuring versatility and precision.




| Model | XL-14 | XL-33 | XL-56 |
|---|---|---|---|
| Volume (L) | 14 | 33 | 56 |
| Power (W) [1] | 200 | ||
| Compressed air consumption [2] / Pressure [(L/min)/MPa] | 100/0.6 | 200/0.6 | |
| Vacuum extraction interface | 2-inch quick connector | 3-inch quick connector | 4-inch quick connector |
| Feed inlet interface | 2-inch quick connector | 3-inch quick connector | 4-inch quick connector |
| Weight (Kg) | 37 | 40 | 65 |
| Overall dimensions (mm) [diameter × height] | Φ400 × 1000 | Φ400 × 1250 | Φ650 × 1350 |